
SALIDA DE AIRE SP35 SPARMAX Monumental del Plata Aerografía en la Argentina
La fuerza ejercida por el ariete hace que el aluminio fluya a través de la abertura del troquel, tomando la forma del troquel. La pieza extruida se saca del molde al final del proceso. La extrusión directa se utiliza habitualmente para crear formas sólidas, como varillas, barras y tubos. La extrusión indirecta también se conoce como.

Entrada y salida de aire universal
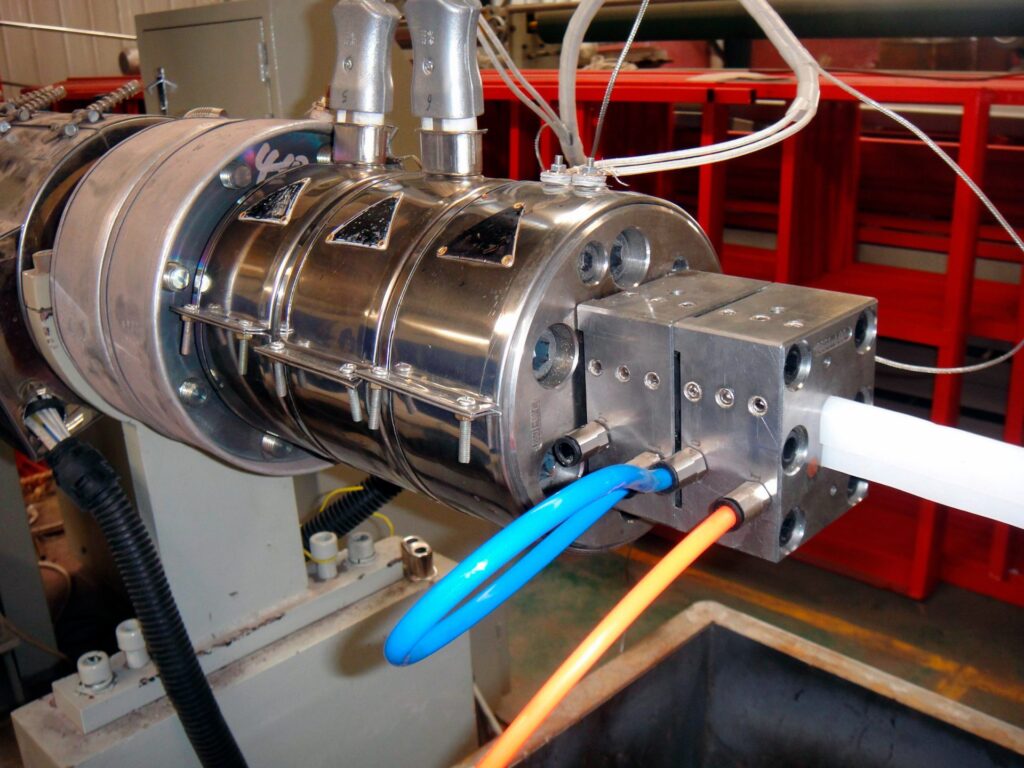
Guiado y templado de extrusiones junto con la mesa de salida: Después de salir de la prensa, la extrusión es agarrada por un tirador, que la conduce por la mesa de salida a la misma velocidad que salió de la prensa. Se utiliza un baño de agua para perfeccionar uniformemente la "forma" a medida que desciende por la mesa de salida.

Mantenimiento de máquinas y equipos de extrusión de plástico Centro Español de Plásticos
SEMCO is a stable custom blow molding & large tonnage injection molding company and we supply a wide spectrum of industry types & company sizes. Still family owned by the 4th generation, SEMCO has made the commitment to provide state-of-the-art new presses to quality control testing equipment to Wireless Real Time Production Monitoring. SEMCO.

Extrusión de materiales de plástico Maquinaria de Ocasión Gester
Si usted puede ver que el indicador cae, esto es señal de que el aire está pasando a través del sistema (y la entrada de ventilación estará llena de plástico fundido). Si la masa fundida fluye por la entrada de vacío sólo cuando se aplica el vacío, esto es un síntoma de que los elementos de hermeticidad del vacío no están creando.

Operación salida Consejos para que tu viaje no sea una pesadilla Autofácil
Enfriamiento: Una vez que el material de extrusión sale de la matriz, se enfría rápidamente mediante una corriente de aire o agua. Esto permite que adquiera la forma definitiva y las propiedades deseadas. 5. Corte y enfriamiento final: Finalmente, el producto extruido es cortado a la longitud deseada mediante un dispositivo de corte.

IE1S6MB02C14DP 2130X000X00 Sensor de presión para extrusión manométrica Gefran, 0bar →
St. Charles, MO | 636-939-5300. At Nike IHM, Inc., our commitment to plastic extrusions embodies a dedication to innovation, precision, and tailored solutions. We've solidified our position as industry leaders known for delivering high-quality, custom-tailored extruded plastic solutions. Our expertise lies in crafting a diverse range of plastic.

Las 20 mejores empresas de Insonorización en Barcelona habitissimo
una mayor cantidad de temperatura conducida por el barril. Como el HDPE es un material, que se podría decir, que no es sensible a la temperatura, es decir no se degrada, el largo del husillo no es tan importante en este aspecto. Pero tomando en cuenta que el husillo no debe ser muy grande, por el espacio,
Extrusión de PVC Rígido SUMIPARTS
— Extrusión Directa — 2.2- Extrusión indirecta. En la modalidad de extrusión indirecta, el pistón es la propia matriz de extrusión.En este caso, cuando se fabrican piezas de sección llena mediante la extrusión indirecta, el vástago que empuja a la matriz contra la preforma es hueco, con objeto que la pieza pueda salir por dentro del mismo.

Salida de aire 42mm 】 Para Calefacción estacionaria / estatica » YcsH
La velocidad de extrusión de 6063 perfiles de aleación de aluminio (velocidad de salida del dado) rangos desde 9 a 60m/min, entre las que se encuentran las partes sólidas 9 a 20m/min. Este artículo hace un análisis simple de los factores que afectan la velocidad de extrusión y cómo controlar la velocidad de extrusión..

SalidadeaireacondicionadoparacochesalidadeaireacondicionadoparaSuzukiSwift20052016.jpg
If you have a part that larger blow molders won't touch contact CK Plastics. We have the specialized expertise to make these types of jobs a reality. A leading manufacturer of custom thermoplastic extruded, injection molded and blow molded plastic parts since 1978. Custom blow molding - smaller shot sizes, complex shapes, and short runs.

TUBO SALIDA AIRE CALIENTE PORTATIL A/A ORBEGOZO
This main objective of this paper was to quantify the effect of process conditions (blow-up ratio (BUR), take-up ratio (TUR), frost line height (ALE), extrusion temperature and extrusion.

Tubo salida de aire 76mm 5KW 5000w 】 Para Calefacción estacionaria » YcsH
En extrusión soplado al igual que en el Proceso de Extrusión es posible elaborar productos con estructura mono-capa (1 capa) y multi-capa (2 o más capas). El concepto para elaborar productos multi-capa es igual al de Co-Extrusión en donde el flujo de 2 o más extrusores convergen en un dado. Visítanos en: www.todoenpolimeros.com

Las 16 Mejores Puertas De Entradas Con Ventilacion Marzo 2022
Recuerda que puedes imprimir este artículo en pdf Es un proceso en caliente (480 ~ 550 °C), en el cual el metal sólido (cilindro de extrusión), es forzado mediante una presión hidráulica a través de una matriz. Inmediatamente, el perfi l extruido es tomado por un estirador que lo endereza y lo mantiene en su… Leer más »Extrusión y perfilado del aluminio

CONRADER Válvula de Seguridad de Aire, Entrada (M)NPT (pulg.) 1/4, Acero Inoxidable, Asiento
ergética de un diseño de extrusión, ya que la extrusora es el principal consumidor de energía de toda máquina de moldeo por soplado. Con este concepto se consi-gue un importante ahorro energético de hasta el 20%, al mismo tiempo que una alta calidad de la masa fundi-da a bajas temperaturas. El uso de husillos de extrusión

Bomba de extrusión de polímeros extrex⁶ YAdaptor Maag Germany GmbH de engranaje / doble
Paso 6: apagar la extrusión. Una vez que emerge la extrusión, se sujeta con un extractor. Aquí, el extractor mueve la extrusión a lo largo de la mesa de salida al mismo ritmo que su salida de la prensa. Un ventilador o baño de agua enfría el perfil de manera uniforme a medida que se desplaza a lo largo de la mesa. Esto se conoce como.
Repuesto original aerografo Airpro, salida de aire Monumental del Plata
La actual pandemia ha dado lugar a una demanda de miles de millones de máscaras faciales, y uno de los mejores materiales de filtrado para este tipo de máscaras es un laberinto de fibras diminutas hechas por el proceso de melt-blown (fibra no tejida). El mercado de máscaras faciales es muy amplio en este momento, pero los procesadores de extrusión deben evaluar los aspectos únicos de la.
- Planos De Edificios De 5 Pisos
- Sono Nata Il 21 A Primavera
- Rio De Agua Dulce Cerca De Mi
- Maqueta Del Cuerpo Humano Y Sus Organos
- La Sella Golf Resort And Spa
- Ver Cuentas Anuales Registro Mercantil
- Graficos Relojes Punto De Cruz
- El Cine De David Lynch
- Como Se Llaman Los Fumaderos De Marihuana En Holanda
- Hojas Calculo Google Destacar Min Max De Una Serie